AIの進化に伴い、画像処理の技術も近年大幅に進化してきました。
これまで生産ラインの中で人の目視検査により不良品などを判別していた作業を、機械によってより早く、より正確に行えるため、現在では様々な分野で活用されています。
特に製造業では人手不足や作業員の高齢化が進んでいるため、画像処理の活用は非常に重要です。
サイテックは、制御工事会社として、機器の選定から設置、制御盤への接続作業までを一貫して行います。
生産ライン上の課題
皆様の事業所では、以下のような課題を抱えていませんか?
□熟練工の高齢化
□人手不足
□検品の漏れによる不良品の流出
□既存のセンサ(光電センサなど)による検品の限界
画像処理導入のメリット
画像処理を導入することで、以下のようなメリットがあります。
□省力化、省人化によりコストダウン
□24時間365日稼働
□作業員の体調や個人差などに左右されないため定量化、高品質化を実現
□作業員の視力低下などの健康問題解消
□高速化、高効率化
製品の品質を保つために検品は必須ですが、これまで人の目に頼ってきたのが現実です。
人手不足、高齢化が進む製造業において機械に検品を任せることは、品質の均一化だけでなく、検品に割いてきた人員を他の業務に充てることができるため、非常に効果的です。
画像処理の流れ
画像処理は大きく分けて3つのフローに分かれます。
1.撮像・転送
2.処理
3.出力
1.撮像・転送
画像処理において最も重要なのが撮像です。CCDカメラによって対象物を撮影しますが、高精度の検査を実現するには以下の3つのポイントが重要です。
□対象物を大きく映す
□ピントの合った画像を映す
□明るくはっきりした画像を映す
これらを実現するために、適切なレンズと照明を選定しなければなりません。
対象物がぼやけていたり、照明の色や反射によってうまく映っていない場合は、正しく検査をすることができません。
カメラから得た画像データは、コントローラに転送されます。
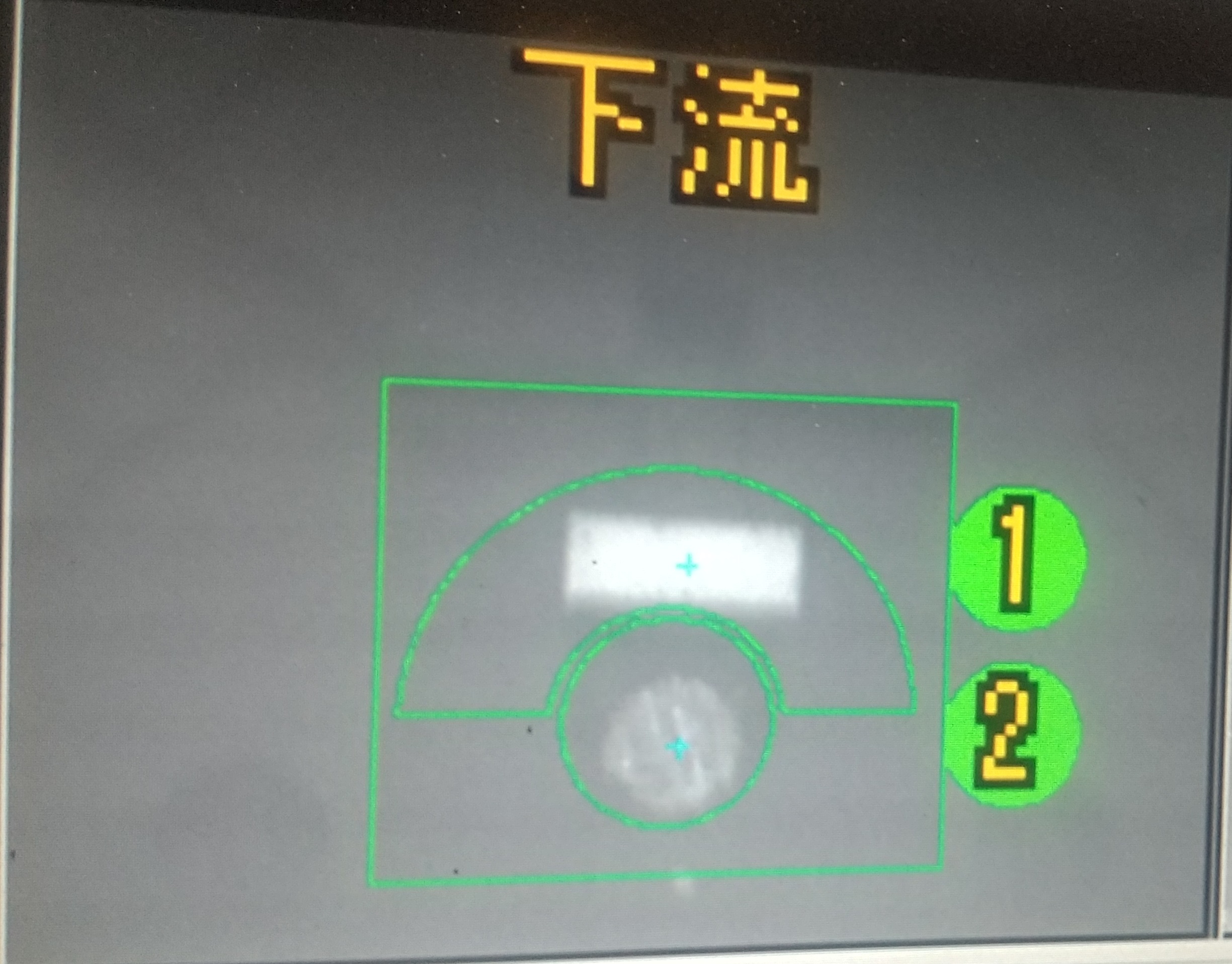
2.処理
撮影した画像を、ワークを判定しやすいように加工します。
画像に含まれているノイズをぼかして除去したり、特徴点をフィルタにかけることによって強調します。
これらの加工を前処理と言います。
前処理された画像をもとに、ワークに傷や汚れが無いかなどの判定を行います。
3.出力
判定結果を接続された制御機器(PLCなど)に信号として送ります。
各種ネットワークに接続することで、様々なデータを集約・管理できます。
PLCを介してパソコンでの操作指示や位置ずれの修正などを生産ラインに命令することができます。
画像処理の用途
画像処理の用途は主に以下のものです。
□有無検査
□外観検査
□寸法検査
□位置決め
□読み取り検査
有無検査
ワークの個数や、製品のラベルや添付物など有無を検出することができます。
数量や欠品の検出を目的としており、最も一般的に利用されているものといえます。
外観検査
ワークの表面にある傷や汚れの検査、欠陥・欠損を検出します。
カメラの画素数を上げることで、人の目では確認が難しい微小なものも傷として検出することができます。
寸法検査
エッジ検出によりワークの寸法を測定します。
ノギスなどと異なり、非接触による測定をインラインで行えるため、デリケートなワークもより正確に測定することができます。
位置決め
ワーク上のマークや特定のパターンを認識し、基準位置までの補正値をPLCなどに出力することで、それをもとにしたワークの位置決めを可能とします。
ワークと工作機械やテーブルの位置関係を瞬時に検出し、緻密な制御をすることで、生産工程の効率化につながります。
読み取り検査
製品管理で利用されるバーコードやQRコードなどの読み取りをすることができます。
コード以外にも、賞味期限や品番、型番といったようなワークの文字を識別する文字検査も可能です。
業種別活用方法
画像処理は様々な業界で活用されています。
実際にそれぞれの生産工程の中でどのように使用されているのかをご紹介します。
自動車業界
□ゴムブッシュ部品の異物混入検査
□磁気探傷検査
□ベアリングの外観検査
□熱処理後の焦げ検査
□エンジンバルブの外観検査
食品・医薬品業界
□食品ラベルの有無・ずれ検査
□段ボール内のボトル本数カウント
□パッケージに付着した異物検査
□賞味期限の印字検査
□衣料品のバーコード検査
電子デバイス業界
□プレート上の接着剤塗布検査
□LED欠陥検査
□基板上の文字認識
□ECUのシール材塗布検査
□端子の曲がり検査
液晶・半導体業界
□表示デバイスの外観検査
□ICのリード端子の曲がり検査
□ハンドリング時のウエハ位置測定
□液晶貼り合わせ時の位置決め
□搬送アームの位置精度確認
樹脂・容器業界
□ラベルの位置ずれ検出
□カップの変形検出
□汚れ、ごみ、ピンホール検出
□シート材の幅測定
□アルミ缶底の外観検査
岡山県県南を中心に活動する電気制御会社
サイテックは、岡山県倉敷市を中心に、県南エリアで電気制御に関する工事を行っている会社です。
岡山県のお客様からこれまで数多くの工事のご依頼をいただき、画像処理に関する工事の実績も豊富にあります。
工場の省人化のため生産ラインに画像処理を検討している方がいらっしゃいましたら、お気軽にお問い合わせください。
お問い合わせはこちらから